

Table of Contents
What is brushed stainless steel?
Stainless steel wire drawing is a silk-like texture on the surface of stainless steel. This is just a processing technology of stainless steel. The surface is matte. If you look carefully, there are traces of texture on it, but you can’t touch it. It is more wear-resistant than ordinary bright stainless steel and looks more upscale.
The drawing process will lose the thickness of the stainless steel plate to a certain extent, generally 0.1~0.2mm. In addition, since the human body, especially the palms has a relatively strong secretion of oil and sweat, the brushed stainless steel plate will leave obvious fingerprints when frequently touched by hand, and needs to be scrubbed regularly.
Most stainless steel surface treatments are suitable for matt, bright, and mirror polishing, while very few are suitable for brushing. These stainless steels are suitable for brushing and are commonly known as “brushed stainless steel”.
Stainless steel wire drawing generally has several effects: straight wire pattern, snowflake pattern, and nylon pattern. The straight wire pattern is an uninterrupted pattern from top to bottom. Generally, the workpiece of a fixed wire drawing machine can be moved forward and backward. Snowflake pattern is one of the most popular ones nowadays. It consists of a few regular dots and can be achieved with sandpaper.
The nylon pattern is composed of lines of different lengths. Because the nylon wheel is soft in texture, it can grind uneven areas to achieve the nylon pattern.
Brushed stainless steel sheet generally refers to the surface texture plus a general term. It was previously called a frosted board. The main surface textures include straight lines, random lines (and lines), corrugations, and threads. A colored stainless steel wire drawing plate is a surface of various colors obtained by chemical water plating or vacuum ion plating coating coloring processing on the surface of the base material of the stainless steel wire drawing plate.
Stainless steel plate specifications
The specifications and dimensions of stainless steel wire drawing plates have three components: thickness, width, and length. According to the difference in width and length, the specifications and sizes of stainless steel wire drawing plates are divided into standard sizes and non-standard sizes.
The standard width and length specifications of stainless steel wire drawing plates are: 1219*2438 (four to eight feet), 1219*3048, 1500*3000, 1500*6000, 1000*2000 (unit: mm).
Non-standard stainless steel wire drawing plate specifications and sizes can be provided upon request. Generally speaking, there are five widths of brushed stainless steel plates: 1219, 1500, 1800, 2000, 1000 (unit: mm), and the length of brushed stainless steel plates can be cut as needed. The width of the stainless steel brushed plate can also be cut and trimmed if required.
The thickness of stainless steel brushed plates is something you need to pay attention to when purchasing stainless steel brushed plates. The thickness specification of stainless steel wire drawing plate is generally below 12mm. Generally, the thickness of the brushed stainless steel plate should be selected based on the needs of the usage scenario and the economical purchase cost.
As decorative panels (such as the appearance of equipment shells, decoration projects, etc.) and the inner and outer walls of non-pressure containers, the thickness of brushed stainless steel plates is generally between 0.8-6mm. For large equipment, pressure-bearing structural parts, pressure vessels, etc., the thickness of stainless steel brushed plates is generally between 5-14mm.
What is the difference between brushed stainless steel and ordinary stainless steel?
Ordinary stainless steel, so far, only has the following surfaces: 2B BA, 2B light NO.1, etc. Among them: 2B refers to the kind that is smooth, but can’t show people. BA refers to a surface that is smooth on one side and smooth on the other side. 2B light means that both sides have a certain brightness and the effect is better than 2B. NO.1 usually means that if you need to grind 8K here, then BA and 2B light are good choices. However, the current market is dominated by 2B plates, so most of them collectively refer to ordinary stainless steel as referring to the 2B surface.
Brushed stainless steel refers to the silk-like texture on the surface of stainless steel. This is just a processing technology of stainless steel. The surface is matte. If you look carefully, there are traces of texture on it, but you can’t touch it. It is more wear-resistant than ordinary bright stainless steel and looks more upscale.
The drawing process will lose the thickness of the stainless steel plate to a certain extent, generally 0.1~0.2mm. In addition, since the human body, especially the palms, has a relatively strong secretion of oil and sweat, the brushed stainless steel plate will leave obvious fingerprints when frequently touched by hand, and needs to be scrubbed regularly.

What are the advantages and disadvantages of brushed stainless steel?
Advantages of brushed stainless steel
1. Simple and elegant, reducing unnecessary decorative lines, thereby increasing the openness of the overall kitchen space. Equipment such as sinks, stoves, and range hoods made of the same material can also be embedded in them more discreetly, making them feel integrated.
2. Stainless steel maintains the advantages of metal materials and has good toughness. Traditional cabinets are not easy to be waterproof and moisture-proof. If they are exposed to moisture for a long time or encounter water, they will swell and burst. When exposed to acid and alkali, they will corrode and rot. But good stainless steel cabinets don’t have to worry about these problems. Even if the faucet at home is broken, the plate will not expand when exposed to water, and acid and alkali will not corrode it.
3. Bright, clean, fireproof, easy to clean, with typical metal fashion sense and strong practicality.
4. Traditional cabinets will deform to some extent after being used for a long time. This is because the boards are easily affected by temperature and humidity. Due to the special nature of the material, stainless steel cabinets will not deform. Unless they are bent by human force, there will be no physical deformation.
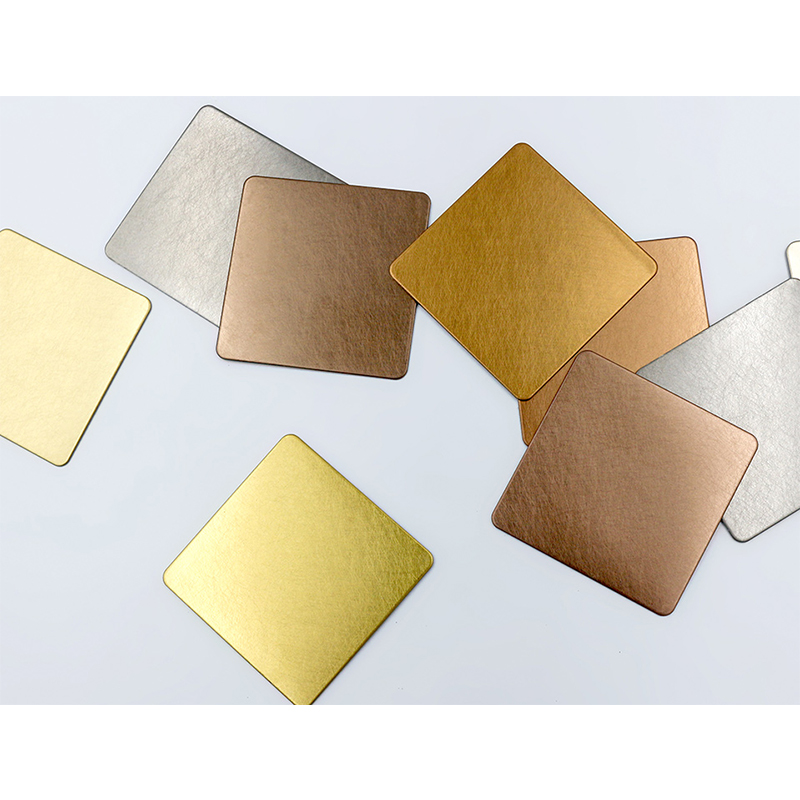
5. There are various colors and styles. Stainless steel cabinets come in many colors, such as silver gray, silver white, golden yellow, dark blue, etc. They will not change color regardless of wind, rain or long-term storage.
6. When people pay more and more attention to environmental protection in home decoration, stainless steel cabinets are synthesized with epoxy resin to meet the needs of environmental protection and will not have the radiation of natural granite. Its antibacterial ability also ranks first among all cabinet materials, so it is the most hygienic to prepare food on it.
Disadvantages of Brushed Stainless Steel
1. Lack of advanced technology and prone to oxidation. Domestic stainless steel cabinets and countertops lack advanced technology and cannot match the excellence of imported stainless steel cabinets. This results in higher prices for imported stainless steel cabinets. The reason is that domestic stainless steel cabinets are easy to Oxidation occurs.
2. A big disadvantage of using stainless steel in cabinets is that once the stainless steel cabinet countertop is scratched, it is difficult to recombine. In the long run, bacteria will remain in the scratched cracks, so you must pay more attention when cleaning.
3. After all, it is made of metal, so when installing stainless steel cabinets, there is a lack of reasonable processing methods at the corners, and there are also problems with the connection of various parts, and there is also a lack of effective processing methods; at this time, the overall effect will often become worse.
That’s it for the introduction of brushed stainless steel plates. Thank you for taking the time to read the content of this site. For more information about stainless steel plates, don’t forget to check this website or contact us for inquiries.
Post time: Nov-21-2023