

Процес извлачења жице: у процесу притиска метала, под дејством спољашње силе, нерђајући челик се пробија кроз калуп, а попречни пресек нерђајућег челика се компресује, што омогућава добијање потребног облика и величине техничком методом обраде за процес извлачења жице.
Препознајте брушену плочу од нерђајућег челика ових неколико линија, декорацију када више нема избора тешкоће!
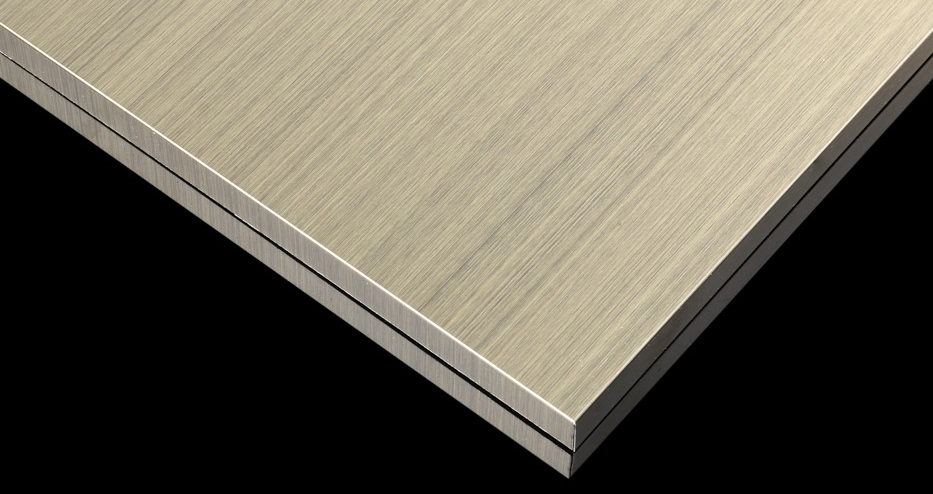
Праве линије: формирање правих линија на површини нерђајућег челика помоћу механичких линија за обраду трењем, што је најједноставнија и најгрубља технологија цртања.
У цртању декоративних лимова од нерђајућег челика, продаја је све топлија, а са развојем модерне механичке брзине од хиљада километара дневно, технологија обраде цртања жице од нерђајућег челика је такође разнолика, већину времена видимо цртање нерђајућег челика како бисмо јасно показали сваку ситну ознаку свиле, тако да неми сјај зрачи финим сјајем косе нерђајућег челика, тако да је посебна свиленкаста текстура видљива гребањем, ако је свиленкастост фина, чак и ако се додир такође не осећа, тако да цртање нерђајућег челика привлачи пажњу масе корисника.
Процес извлачења жице: у процесу притиска метала, под дејством спољашње силе, нерђајући челик се пробија кроз калуп, а попречни пресек нерђајућег челика се компресује, што омогућава добијање потребног облика и величине техничком методом обраде за процес извлачења жице.
Препознајте брушену плочу од нерђајућег челика ових неколико линија, декорацију када више нема избора тешкоће!
Праве линије: формирање правих линија на површини нерђајућег челика помоћу механичких линија за обраду трењем, што је најједноставнија и најгрубља технологија цртања.
Таласање: таласање се генерално прави у машини за четкање или машини за брисање, користећи аксијално кретање ваљка на групи, брушећи четку по металној површини, добијају се таласасте линије.
Ротациони узорак: познат и као оптичка ротација, углавном се користи цилиндрични филц или брусећи камен од најлона постављен на бушилицу, керозин и маст за полирање наносе на металну површину ротационим полирањем и формирају свилени узорак.
У поређењу са нерђајућим челиком без поступка вучења жице, плоча за вучење жице од нерђајућег челика је отпорнија на хабање. Ако дебљина нерђајућег челика има веома прецизне захтеве, не препоручује се употреба површинске обраде вученом жицом, јер ће овај поступак имати одређени степен хабања на површини подлоге од нерђајућег челика, опсег хабања је око 0,05 мм ~ 0,1 мм. Ако се слој нерђајућег челика премаже УВ лаком за отиске прстију, отпорност на корозију се може удвостручити.
И бирају дизајнере у цртању жице од нерђајућег челика истовремено, обично након цртања до превлаке на слоју боје са пољима хроматографског осећаја бојења у дрвету, науке и технологије зрна нерђајућег челика, више него оригинални нерђајући челик су украсни и не ломе оригиналну текстуру метала од нерђајућег челика, цртање жице у боји од нерђајућег челика и моде и технологије, иду право у моду на све врсте 3 ц дигиталних производа последњих година примењује се на невиђени врхунац процеса цртања жице, више у складу са „укусом“ потрошача, а самим тим и љубављу све већег броја корисника и апликација.
Време објаве: 17. јун 2019.