

Процес волочіння дроту: у процесі тиску металу, під дією зовнішньої сили, нержавіюча сталь проштовхується через форму, площа поперечного перерізу нержавіючої сталі стискається, і для отримання необхідної форми та розміру використовується технічний метод обробки для процесу волочіння дроту.
Розпізнайте матову пластину з нержавіючої сталі цих кількох ліній, прикрасу, коли більше немає вибору складності!
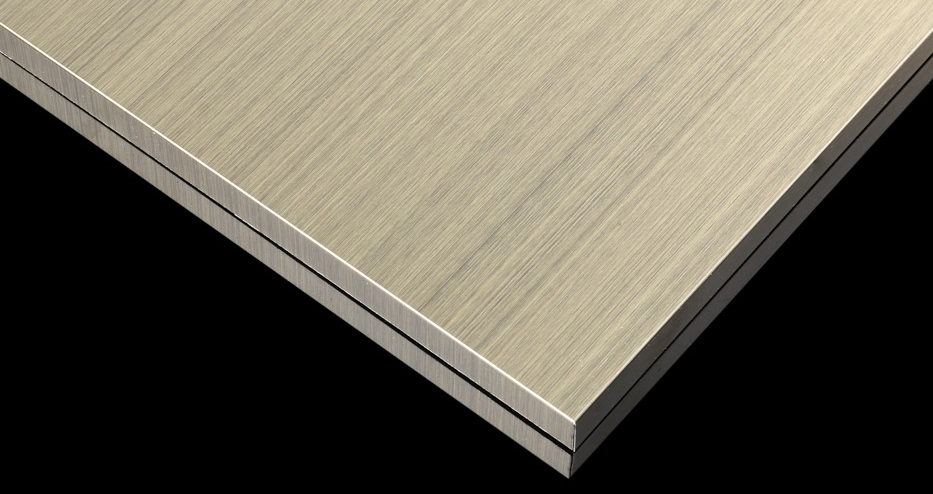
Прямі лінії: формування прямих ліній на поверхні нержавіючої сталі за допомогою механічних фрикційних обробних ліній, що є найпростішою та найшорсткішою технологією малювання.
У волочці декоративного листа з нержавіючої сталі для продажу стає все більш гарячим, а з розвитком сучасних механічних технологій швидкість становить тисячі миль на день, технологія обробки волочіння дроту з нержавіючої сталі також різноманітна, здебільшого ми бачимо волочіння з нержавіючої сталі, щоб чітко показати кожну крихітну шовкову мітку, так що німе світло сяє з тонким блиском нержавіючої сталі, має таку особливу шовковисту текстуру, яку видно на подряпинах, якщо шовковистість хороша, навіть якщо дотик також нічого не відчувається, тому волочіння з нержавіючої сталі привертає увагу мас користувачів.
Процес волочіння дроту: у процесі тиску металу, під дією зовнішньої сили, нержавіюча сталь проштовхується через форму, площа поперечного перерізу нержавіючої сталі стискається, і для отримання необхідної форми та розміру використовується технічний метод обробки для процесу волочіння дроту.
Розпізнайте матову пластину з нержавіючої сталі цих кількох ліній, прикрасу, коли більше немає вибору складності!
Прямі лінії: формування прямих ліній на поверхні нержавіючої сталі за допомогою механічних фрикційних обробних ліній, що є найпростішою та найшорсткішою технологією малювання.
Хвилясті лінії: хвилясті лінії зазвичай створюються на щітковій машині або машині для стирання, використовуючи осьовий рух ролика по групі, шліфуючи щітку по металевій поверхні, отримуючи хвилясті лінії.
Обертовий візерунок: також відомий як оптичне обертання, головним чином за допомогою циліндричного повстяного або шліфувального нейлонового колеса, встановленого на свердлильному верстаті, з гасом та полірувальною маззю, на металевій поверхні обертального полірування та формування шовкового візерунка.
Порівняно з нержавіючою сталлю без процесу волочіння дроту, плита з нержавіючої сталі для волочіння дроту є більш зносостійкою. Якщо товщина нержавіючої сталі має дуже точні вимоги, не рекомендується використовувати обробку поверхні волочіння дроту, оскільки цей процес призведе до певного ступеня зносу на поверхні підкладки з нержавіючої сталі, діапазон зносу становить приблизно 0,05 мм ~ 0,1 мм. Якщо шар нержавіючої сталі покритий УФ-лаком для відбитків пальців, то корозійна стійкість може бути покращена вдвічі.
І вибирають дизайнерів у волочці дроту з нержавіючої сталі одночасно, зазвичай після волочіння на шар фарби з полями хроматографічного відчуття фарбування на дерев'яній дошці для малювання зерна науки та технологій, більше, ніж оригінальна нержавіюча сталь є декоративною, і не порушує оригінальну текстуру металу з нержавіючої сталі, колір волочіння дроту з нержавіючої сталі як модний, так і технологічний, йти прямо в моду на всі види цифрових продуктів 3 c в останні роки застосовується до безпрецедентного апогею процесу волочіння дроту, більше відповідає «смаку» споживачів, а отже, любові все більшої кількості користувачів та застосувань.
Час публікації: 17 червня 2019 р.