

Dratrejnada procezo: en la procezo de metalpremo, sub la ago de ekstera forto por fari rustorezistan ŝtalon puŝitan tra la muldilo, la transversa areo de rustorezista ŝtalo estas kunpremita, kaj por akiri la bezonatan formon kaj grandecon de la teknika prilabora metodo por la drattrejnada procezo.
Rekonu la brositan neoksideblan ŝtalan platon de ĉi tiuj pluraj linioj, ornamaĵon kiam jam ne plu estas elekto de malfacileco!
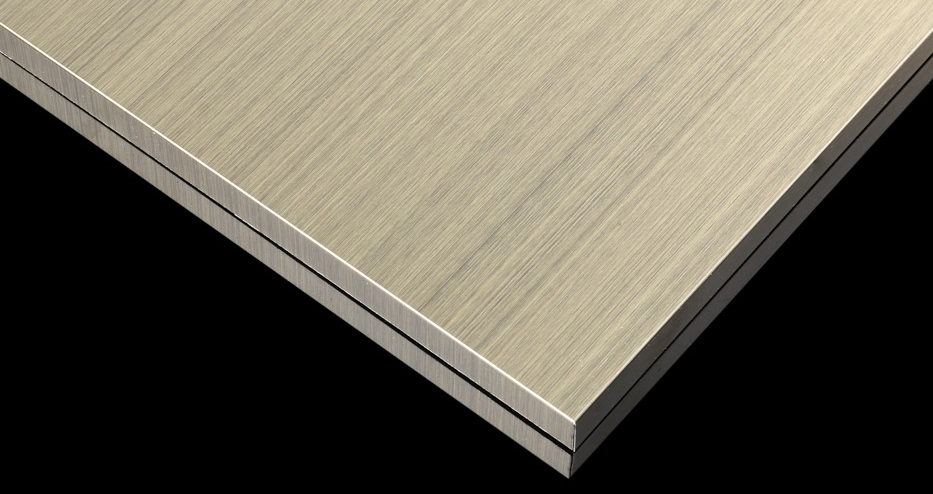
Rektaj linioj: la formado de rektaj linioj sur la surfaco de neoksidebla ŝtalo per mekanikaj frikciaj prilaboraj linioj, kio estas la plej simpla kaj malglata desegna teknologio.
En drattrejnado de neoksidebla ŝtalo, la vendo de ornamaj folioj estas pli kaj pli varma, kaj kun la disvolviĝo de modernaj mekanikaj rapidoj de miloj da mejloj tage, la prilabora teknologio de neoksidebla ŝtalo ankaŭ estas varia. Plej ofte ni vidas, ke la desegnaĵo de neoksidebla ŝtalo klare montras ĉiun malgrandan silkan markon, tiel ke la muta lumo radianta kun fajna harbrilo de neoksidebla ŝtalo estas tia speciala silkeca teksturo estas videbla gratvundo. Se la silkigo estas fajna, eĉ se la tuŝo ankaŭ ne sentos ion, do la desegnaĵo de neoksidebla ŝtalo kaptas la atenton de la amasoj da uzantoj.
Dratrejnada procezo: en la procezo de metalpremo, sub la ago de ekstera forto por fari rustorezistan ŝtalon puŝitan tra la muldilo, la transversa areo de rustorezista ŝtalo estas kunpremita, kaj por akiri la bezonatan formon kaj grandecon de la teknika prilabora metodo por la drattrejnada procezo.
Rekonu la brositan neoksideblan ŝtalan platon de ĉi tiuj pluraj linioj, ornamaĵon kiam jam ne plu estas elekto de malfacileco!
Rektaj linioj: la formado de rektaj linioj sur la surfaco de neoksidebla ŝtalo per mekanikaj frikciaj prilaboraj linioj, kio estas la plej simpla kaj malglata desegna teknologio.
Ondeto: ondeto ĝenerale fariĝas per brosmaŝino aŭ forviŝmaŝino, uzante la aksan movon de la rulpremilo sur la grupo, muelante la broson sur la metala surfaco, ricevante ondajn liniojn.
Rotacia ŝablono: ankaŭ konata kiel optika rotacio, ĉefe per cilindra felto aŭ muelŝtono nilona rado instalita sur la bormaŝino, kun keroseno kaj polurŝmiraĵo, sur la metala surfaco de la rotacia polurado kaj formante silkan ŝablonon.
Kompare kun neoksidebla ŝtalo sen drattirprocezo, la drattirplato el neoksidebla ŝtalo estas pli rezistema al eluziĝo. Se la dikeco de la neoksidebla ŝtalo havas tre precizajn postulojn, ne estas rekomendinde uzi drattirsurfacan traktadon, ĉar ĉi tiu procezo havos certan gradon da eluziĝo sur la surfaco de la neoksidebla ŝtala substrato, la eluziĝa intervalo estas ĉirkaŭ 0,05 mm ~ 0,1 mm; Se tavolo de neoksidebla ŝtala fingrospura UV-verniso estas aplikita, la korodrezisto povas esti duoble plibonigita.
Kaj elektu dizajnistojn pri drattrejnado de neoksidebla ŝtalo samtempe, kutime post desegnado al tegaĵo sur tavolo de farbo kun la kampoj de kromatografiaj sentoj tinkturfarb-en-la-ligna desegnotabulo grenoscienco kaj teknologio, pli ol la originala neoksidebla ŝtalo estas ornamaj, kaj ne rompas la originalan neoksideblan ŝtalan metalteksturon, kolorigo de neoksidebla ŝtala drattrejnado kaj modo kaj teknologia sento, iras rekte en modo ĉe ĉiaj 3-c ciferecaj produktoj en la lastaj jaroj estas aplikita al la senprecedenca kulmino de la drattrejnada procezo, pli konforma al la "gusto" de konsumantoj, kaj tial la amo de pli kaj pli da uzantoj kaj aplikoj.
Afiŝtempo: 17-a de junio 2019