

電気泳動仕上げ工程はステンレス鋼業界では一般的な表面処理で、1807年にモスクワ大学のフェルディナンド・フレデリック・ロイス教授によって電気泳動法が考案されましたが、当時の世界の工業技術は低く、電気泳動技術に関する設備はフィルムを製造する能力がなく、このような苦境は100年以上続きました。1936年、スウェーデンのAWKデザイアという人物とウズの学者がモバイルインターフェース電気泳動装置を設計しました。電気泳動技術も20世紀6、70年代に数十年間の発展と蓄積を経て、実際に業界で利用されるようになりました。
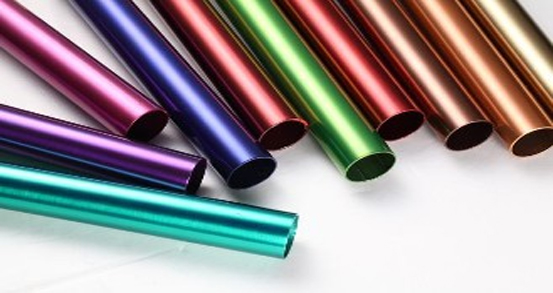
まず、電気泳動現象の特徴と原理についてお話ししたいと思います。電気泳動とは、電界の作用下で荷電粒子がそれぞれの反対電極に向かって移動する現象を指します。一般的にステンレス鋼、アルミニウム合金などの金属に使用され、製品に多様な色彩を与えることができます。原料本来の金属光沢を損なうことなく、原料の表面性能を向上させ、強力な耐腐食性も備えています。電気めっきプロセスにも同様の作用があります。
電気泳動技術普及の初期段階では、米国のフォード・モーター社が初めてこの技術を採用し、自動車のプライマーに初めて適用されました。その後、電気泳動技術の優れた耐腐食性と防錆性により、軍の指導者に支持され、すぐに軍事産業分野で広く使用されるようになりました。しかし、当時の技術の安定性や技術封鎖など、一連の問題により、電気泳動技術は普及せず、ここ20年ほどは日常のハードウェア分野への応用もありませんでした。
電気泳動の主なプロセス:前処理、電気泳動、乾燥
前処理は、全工程の中でも最も繊細なポイントであり、前処理全体は、大まかに言って、油の除去、錆の除去、リン酸塩処理の 3 つの小さなステップから構成されます。
油除去に使用される溶液のほとんどは、熱アルカリ化学油除去溶液であり、温度はおそらく60℃(蒸気加熱)に制御され、時間は約20分に制御され、その後、60℃の熱水で2分間基板を洗浄します。油が除去されない場合、表面処理プロセスの処理効果に影響を与える可能性があります。
次に錆落としです。一般的には、塩酸の錆落とし液を使用してプレートの錆落としを行い、その後、常温の洗浄剤で約 10 ~ 20 分間すすぎます。さらに 1 分間、冷水ですすぎます。
次に、60℃のリン酸処理液を使用してプレートを10分間リン酸処理し、その後、リン酸処理液に含まれる薬剤を使用して室温で1〜2分間不動態化します。これで前処理プロセス全体が完了します。
投稿日時: 2019年6月12日