

Proces povrchovej úpravy elektroforézou je bežnou povrchovou úpravou v priemysle nehrdzavejúcej ocele. Elektroforézu v roku 1807 našiel profesor na ruskej moskovskej univerzite Ferdinand Frederick Royce. Uprostred nízkej svetovej priemyselnej technológie však neexistuje možnosť vytvoriť film o technológii elektroforézy. Táto situácia trvala viac ako sto rokov. Až do roku 1936 švédsky vedec menom AWK Desiree navrhol mobilné rozhranie pre elektroforézu. Technológia elektroforézy sa objavila v 70. rokoch minulého storočia a po desaťročiach vývoja a zrážok sa skutočne používa v priemysle.
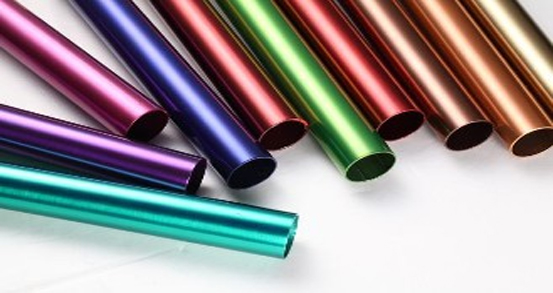
V prvom rade by som chcel hovoriť o charakteristikách a princípoch javu elektroforézy. Elektroforéza sa vzťahuje na pohyb nabitých častíc smerom k ich typickej opačnej elektróde pôsobením elektrického poľa. Všeobecne sa používa pre nehrdzavejúcu oceľ, hliníkové zliatiny a iné kovy, môže spôsobiť, že výrobok bude mať rôzne farby, pričom v surovom materiáli nepoškodzuje základný lesk kovu, ale môže tiež zlepšiť povrchové vlastnosti surového materiálu a má silnú odolnosť proti korózii. Podobný trik má aj proces galvanického pokovovania.
V ranej fáze popularizácie elektroforetickej technológie spoločnosť Ford Motor Co., Ltd. v Spojených štátoch ako prvá použila tento proces a najprv ho použila na základné nátery automobilov. Neskôr, vďaka vynikajúcim antikoróznym a protihrdzavejúcim schopnostiam elektroforetickej technológie, si túto technológiu obľúbili vojenskí vodcovia a čoskoro sa široko používala v oblasti vojenského priemyslu. Avšak kvôli sérii problémov, ako je stabilita technológie a jej vtedajšia blokáda, sa elektroforetická technológia nestala populárnou a v oblasti každodenného hardvéru sa uplatnila až do posledných 20 rokov.
Hlavný proces elektroforézy: predúprava, elektroforéza, sušenie
Predúprava je tiež najvyberanejším bodom celého procesu, celá predúprava pozostáva zhruba z: odstránenia oleja, odstránenia hrdze, fosfátovania, troch malých krokov.
Väčšina roztokov používaných na odstraňovanie oleja sú tepelne alkalické chemické roztoky na odstraňovanie oleja, teplota sa pravdepodobne reguluje na 60 ℃ (ohrievanie parou), čas sa reguluje na približne 20 minút a potom sa substrát premyje horúcou vodou pri 60 ℃ počas dvoch minút. Ak sa olej neodstráni, pravdepodobne to ovplyvní účinok procesu povrchovej úpravy.
Potom sa vykonáva odstránenie hrdze, zvyčajne sa na dosku použije odhrdzovacia tekutina s kyselinou chlorovodíkovou a potom sa opláchne čistiacim prostriedkom izbovej teploty približne 10 až 20 minút. Opláchnite studenou vodou ďalšiu minútu.
Potom použite fosfátovaciu kvapalinu s teplotou 60 ℃ na fosfátovanie dosky počas 10 minút a potom použite liečivá s fosfátovacou kvapalinou na pasiváciu pri izbovej teplote počas 1 až 2 minút. Celý proces predspracovania je tak dokončený.
Čas uverejnenia: 12. júna 2019