

La finpolura procezo de elektroforezo estas ofta surfaca traktado en la rustorezista ŝtala industrio. Elektroforezo estis trovita en 1807 fare de rusa Moskva universitato nomita Ferdinand Frederick Royce, profesoro. Sed meze de la monda industria teknologio estas malalta, ne ekzistas kapablo produkti filmon pri elektroforeza teknologio de ekipaĵo. Tia malfacila situacio daŭris pli ol cent jarojn, ĝis 1936, sveda viro nomita AWK Desiree, uzbeka akademiulo desegnis moveblan interfacan elektroforezan aparaton. Elektroforeza teknologio ankaŭ aperis en la 6-aj kaj 70-aj jaroj de la pasinta jarcento. Post jardekoj da disvolviĝo kaj precipitaĵo, ĝi vere estas uzata en la industrio.
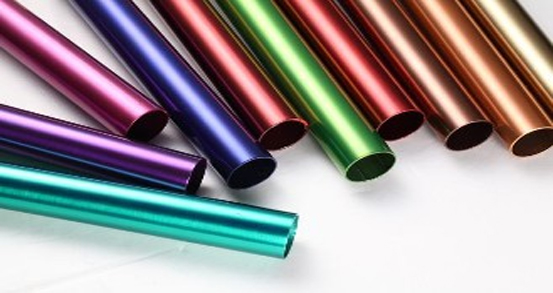
Unue, mi volas paroli pri la karakterizaĵoj kaj principoj de la fenomeno de elektroforezo. Elektroforezo rilatas al la movado de ŝargitaj partikloj al sia tipa kontraŭa elektrodo sub la ago de elektra kampo. Ĝenerale uzata por rustorezista ŝtalo, aluminialojo kaj aliaj metaloj, ĝi povas igi la produkton prezenti diversajn kolorojn, en la kruda materialo ne damaĝas la fundamentan metalbrilon, sed ankaŭ povas plibonigi la surfacan rendimenton de ĝia kruda materialo, kaj havas fortan korodreziston, kun galvaniza procezo havas similan ruzon.
En la frua stadio de la popularigo de elektroforeza teknologio, Ford Motor Co., Ltd. en Usono estis la unua, kiu uzis ĉi tiun procezon, kiu unue estis aplikita al la prafarbo de aŭtoj. Poste, pro la elstara kontraŭkoroda kaj kontraŭrusta kapablo de elektroforeza teknologio, ĉi tiu teknologio estis favorita de militestroj, kaj baldaŭ estis vaste uzata en la kampo de la milita industrio. Tamen, pro serio da problemoj, kiel la stabileco de la teknologio kaj la blokado de la teknologio tiutempe, elektroforeza teknologio ne estis popularigita, kaj ĝi ne estis aplikita en la kampo de ĉiutaga aparataro ĝis la lastaj 20 jaroj.
La ĉefa procezo de elektroforezo: antaŭtraktado, elektroforezo, sekigado
Antaŭtraktado estas ankaŭ la plej delikata punkto en la tuta procezo, la tuta antaŭtraktado proksimume havas: forigon de oleo, forigon de rusto, fosfatigon, tri malgrandajn paŝojn.
Plej multaj el la solvaĵoj uzataj por forigo de oleo estas termikaj alkalaj kemiaj oleforigaj solvaĵoj, la temperaturo estas probable kontrolata je 60℃ (vapora hejtado), la tempo estas kontrolata je ĉirkaŭ 20 minutoj, kaj poste lavu la substraton per varma akvo je 60℃ dum du minutoj. Se vi ne forigas la oleon, ĝi probable influos la efikon de la surfaca traktadprocezo.
Poste okazas la senrustiĝo, ĝenerale oni uzas kloridacidan senrustaĵlikvaĵon sur la senrustiĝantan platon, kaj poste per purigilo je ĉambra temperaturo lavu dum ĉirkaŭ 10 ĝis 20 minutoj. Lavu per malvarma akvo dum plia minuto.
Poste uzu fosfatigan likvaĵon je 60℃ por fosfatigi la platon dum 10 minutoj, kaj poste uzu la medikamentojn kun fosfatiga likvaĵo por pasivigi je ĉambra temperaturo dum 1 ~ 2 minutoj. Tiel la tuta antaŭprilabora procezo estas kompleta.
Afiŝtempo: 12-a de junio 2019