

Elektroforez bitirme işlemi paslanmaz çelik endüstrisinde yaygın bir yüzey işlemidir, elektroforez 1807 yılında Rus Moskova Üniversitesi profesörlerinden Ferdinand Frederick Royce tarafından bulunmuştur, ancak dünya endüstriyel teknolojisinin düşük olduğu, elektroforez teknolojisi hakkında bir film üretme yeteneğinin olmadığı, böyle bir çıkmazın yüz yıldan fazla sürdüğü, 1936 yılına kadar İsveç'in AWK Desiree adlı bir adamı tarafından, bilim adamları mobil arayüzlü bir elektroforez cihazı tasarladılar, elektroforez teknolojisi de geçen yüzyılın 6, 70'lerinde, onlarca yıllık gelişme ve çökelmeden sonra, gerçekten endüstride kullanılır hale geldi.
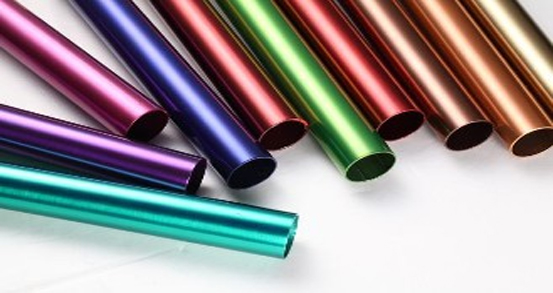
Öncelikle elektroforez olayının özellikleri ve prensiplerinden bahsetmek istiyorum. Elektroforez, yüklü parçacıkların bir elektrik alanının etkisi altında tipik zıt elektrotlarına doğru hareketini ifade eder. Genellikle paslanmaz çelik, alüminyum alaşımları ve diğer metaller için kullanılır, ürüne çeşitli renkler sunabilir, hammaddedeki temel metal parlaklığına zarar vermez, aynı zamanda hammaddenin yüzey performansını artırabilir ve güçlü bir korozyon direncine sahiptir. Elektrokaplama işlemi de benzer bir özelliğe sahiptir.
Elektroforetik teknolojisinin yaygınlaşmasının ilk aşamalarında, bu işlemi ilk kullanan şirket Amerika Birleşik Devletleri'ndeki Ford Motor Co., Ltd.'dir ve bu işlem ilk olarak otomobil astarlarına uygulanmıştır. Daha sonra, elektroforetik teknolojisinin üstün korozyon ve pas önleme özelliği nedeniyle, bu teknoloji askeri liderler tarafından tercih edilmiş ve kısa sürede askeri sanayi alanında yaygın olarak kullanılmaya başlanmıştır. Ancak, teknolojinin istikrarı ve o dönemdeki blokajı gibi bir dizi sorun nedeniyle, elektroforetik teknolojisi yaygınlaşmamış ve son 20 yıla kadar günlük donanım alanında uygulanmamıştır.
Elektroforezin ana süreci: ön işlem, elektroforez, kurutma
Ön işlem de tüm sürecin en hassas noktasıdır, tüm ön işlem kabaca şu şekildedir: yağ giderme, pas giderme, fosfatlama, üç küçük adım.
Yağ gidermede kullanılan solüsyonların çoğu termal alkali kimyasal yağ giderme solüsyonlarıdır, sıcaklık muhtemelen 60℃'de (buharla ısıtma) kontrol edilir, süre yaklaşık 20 dakikada kontrol edilir ve ardından alt tabaka 60℃'deki sıcak suyla iki dakika yıkanır. Yağı gidermezseniz, yüzey işleme sürecinin işleme etkisini etkilemesi muhtemeldir.
Daha sonra pas alma işlemine geçilir, genellikle plaka üzerinde hidroklorik asitli pas alma sıvısı kullanılır ve ardından oda sıcaklığında bir temizlik maddesi ile yaklaşık 10 ila 20 dakika durulanır. Bir dakika daha soğuk suyla durulanır.
Daha sonra plakayı 10 dakika boyunca fosfatlamak için 60℃ fosfatlama sıvısı kullanın ve ardından ilaçları fosfatlama sıvısıyla kullanarak oda sıcaklığında 1 ~ 2 dakika pasifleştirin. Böylece tüm ön işleme süreci tamamlanmış olur.
Gönderi zamanı: 12 Haz 2019