

Процесс электрофореза является распространенной обработкой поверхности в промышленности нержавеющей стали, электрофорез был открыт в 1807 году русским профессором Московского университета по имени Фердинанд Фредерик Ройс, но в условиях низкого уровня развития промышленных технологий в мире не было возможности снять фильм об оборудовании для электрофореза. Такое затруднительное положение длилось более ста лет, пока в 1936 году швед А. В. К. Дезире не спроектировал мобильный интерфейсный электрофорезный аппарат. Технология электрофореза также появилась в 70-х годах прошлого века, после десятилетий разработки и осаждения, и теперь она действительно используется в промышленности.
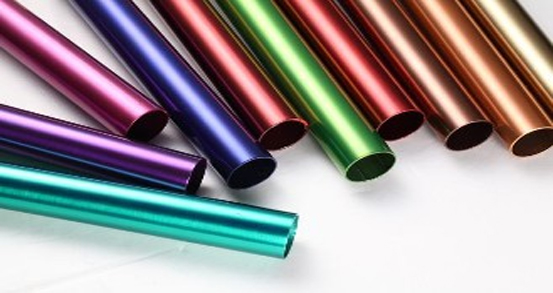
Прежде всего, я хочу рассказать о характеристиках и принципах явления электрофореза. Электрофорез представляет собой движение заряженных частиц к их типичному противоположному электроду под действием электрического поля. Обычно он применяется для нержавеющей стали, алюминиевых сплавов и других металлов, позволяя придать изделиям разнообразную цветовую гамму, не нарушая при этом естественного блеска металла, но при этом улучшая свойства поверхности исходного материала и обеспечивая высокую коррозионную стойкость. Аналогичный эффект имеет и гальванический процесс.
На раннем этапе популяризации электрофоретической технологии компания Ford Motor Co., Ltd. в США первой применила этот процесс, применив его для грунтовки автомобилей. Позднее, благодаря выдающимся антикоррозионным и антиржавляющим свойствам электрофоретической технологии, она получила одобрение военных и вскоре получила широкое распространение в военной промышленности. Однако из-за ряда проблем, таких как нестабильная работа технологии и её блокировка в то время, электрофоретическая технология не получила широкого распространения и начала применяться в производстве бытовой техники лишь в последние 20 лет.
Основной процесс электрофореза: предварительная обработка, электрофорез, сушка
Предварительная обработка — это самый сложный этап во всем процессе. Вся предварительная обработка включает в себя: удаление масла, удаление ржавчины, фосфатирование — три небольших этапа.
Большинство растворов, используемых для удаления масла, представляют собой термические щелочные химические растворы для удаления масла, температура которых, вероятно, контролируется на уровне 60 ℃ (нагрев паром), время контролируется на уровне около 20 минут, а затем основание промывают горячей водой при температуре 60 ℃ в течение двух минут. Если не удалить масло, это, вероятно, повлияет на эффект обработки поверхности.
Затем производится удаление ржавчины, для чего обычно используют жидкость для удаления ржавчины на основе соляной кислоты, а затем промывают чистящим средством комнатной температуры в течение 10–20 минут. Затем промывают холодной водой в течение еще одной минуты.
Затем используйте фосфатирующую жидкость при температуре 60℃ для фосфатирования пластины в течение 10 минут, а затем используйте препараты с фосфатирующей жидкостью для пассивации при комнатной температуре в течение 1–2 минут. На этом весь процесс предварительной обработки завершен.
Время публикации: 12 июня 2019 г.