

Elektroforēzes apdares process ir izplatīta virsmas apstrāde nerūsējošā tērauda rūpniecībā. Elektroforēzi 1807. gadā atklāja Krievijas Maskavas universitātes profesors Ferdinands Frederiks Roiss. Taču pasaules rūpniecisko tehnoloģiju zemajā līmenī nebija iespējams izveidot filmu par elektroforēzes tehnoloģijas iekārtām. Šāda situācija ilga vairāk nekā simts gadus. Līdz 1936. gadam Zviedrijas zinātnieki vārdā AWK Desiree izstrādāja mobilo saskarnes elektroforēzes aparātu. Elektroforēzes tehnoloģija tika ieviesta pagājušā gadsimta 6. un 70. gados. Pēc gadu desmitiem ilgas attīstības un nokrišņu tā tika patiešām izmantota rūpniecībā.
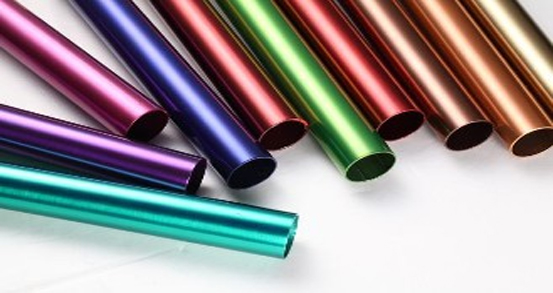
Vispirms es vēlos runāt par elektroforēzes fenomena īpašībām un principiem. Elektroforēze attiecas uz lādētu daļiņu pārvietošanos uz to tipisko pretējo elektrodu elektriskā lauka ietekmē. To parasti izmanto nerūsējošajam tēraudam, alumīnija sakausējumiem un citiem metāliem, lai iegūtu dažādas krāsas, izejvielā nekaitējot metāla pamatspīdumam, bet arī uzlabojot izejvielas virsmas īpašības un nodrošinot spēcīgu izturību pret koroziju. Galvanizācijas procesam ir līdzīgs triks.
Elektroforēzes tehnoloģijas popularizēšanas sākumposmā Ford Motor Co., Ltd. Amerikas Savienotajās Valstīs bija pirmais, kas izmantoja šo procesu, un sākotnēji tas tika piemērots automašīnu gruntēšanai. Vēlāk, pateicoties elektroforēzes tehnoloģijas izcilajām pretkorozijas un pretrūsas spējām, šo tehnoloģiju iecienīja militārie līderi, un drīz vien tā tika plaši izmantota militārās rūpniecības jomā. Tomēr virknes problēmu dēļ, piemēram, tehnoloģijas stabilitātes un tā laika tehnoloģijas blokādes, elektroforēzes tehnoloģija netika popularizēta, un ikdienas aparatūras jomā tā netika pielietota līdz pēdējiem 20 gadiem.
Elektroforēzes galvenais process: pirmapstrāde, elektroforēze, žāvēšana
Priekšapstrāde ir arī visizsmalcinātākais punkts visā procesā, visa pirmapstrāde aptuveni ietver: eļļas noņemšanu, rūsas noņemšanu, fosfatēšanu, trīs nelielus soļus.
Lielākā daļa eļļas noņemšanas šķīdumu ir termiski sārmaini ķīmiski eļļas noņemšanas šķīdumi, temperatūra, iespējams, tiek kontrolēta 60 ℃ (tvaika sildīšana), laiks tiek kontrolēts aptuveni 20 minūtes, un pēc tam substrātu mazgā ar karstu ūdeni 60 ℃ temperatūrā divas minūtes. Ja eļļa netiek noņemta, tas, visticamāk, ietekmēs virsmas apstrādes procesa apstrādes efektu.
Pēc tam tiek veikta rūsas noņemšana, parasti uz plāksnes rūsas noņemšanai izmanto sālsskābes rūsas noņemšanas šķidrumu un pēc tam apmēram 10 līdz 20 minūtes skalo ar tīrīšanas līdzekli istabas temperatūrā. Vēl vienu minūti skalo ar aukstu ūdeni.
Pēc tam plāksnes fosfatēšanai 10 minūtes izmantojiet 60 ℃ fosfatēšanas šķidrumu un pēc tam 1–2 minūtes pasivējiet zāles ar fosfatēšanas šķidrumu istabas temperatūrā. Tātad viss pirmapstrādes process ir pabeigts.
Publicēšanas laiks: 2019. gada 12. jūnijs