

Proces povrchové úpravy elektroforézou je běžnou povrchovou úpravou v průmyslu nerezové oceli. Elektroforézu v roce 1807 našel profesor na ruské moskevské univerzitě jménem Ferdinand Frederick Royce. Uprostřed nízkého světového průmyslu však neexistuje možnost natočit film o elektroforetické technologii zařízení. Tato situace trvala více než sto let. Až do roku 1936 švédský muž jménem AWK Desiree navrhl mobilní rozhraní pro elektroforézu. Technologie elektroforézy se objevila také v 70. letech minulého století. Po desetiletích vývoje a srážek se skutečně používá v průmyslu.
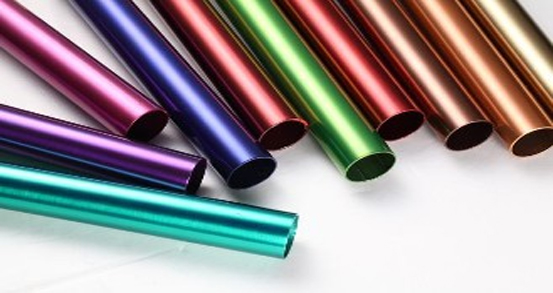
Nejprve bych se chtěl zmínit o charakteristikách a principech jevu elektroforézy. Elektroforéza se týká pohybu nabitých částic směrem k jejich typické protilehlé elektrodě působením elektrického pole. Obecně se používá pro nerezovou ocel, hliníkové slitiny a další kovy, může dosáhnout různých barevných odstínů, v surovém materiálu nenarušuje základní lesk kovu, ale také zlepšuje povrchové vlastnosti suroviny a má silnou odolnost proti korozi. Podobný trik má i galvanické pokovování.
V rané fázi popularizace elektroforetické technologie jako první tento proces použila společnost Ford Motor Co., Ltd. ve Spojených státech, která jej nejprve použila na základní nátěr automobilů. Později, díky vynikajícím antikorozním a protirezovým schopnostem elektroforetické technologie, si tuto technologii oblíbili vojenští vůdci a brzy se široce používala v oblasti vojenského průmyslu. Kvůli řadě problémů, jako je stabilita technologie a její tehdejší blokáda, se však elektroforetická technologie nestala popularizovanou a v oblasti každodenního hardwaru se používala až do posledních 20 let.
Hlavní proces elektroforézy: předúprava, elektroforéza, sušení
Předúprava je také nejdůležitějším bodem celého procesu, celá předúprava má zhruba: odstranění oleje, odstranění rzi, fosfátování, tři malé kroky.
Většina roztoků používaných k odstraňování oleje jsou termálně-alkalické chemické roztoky pro odstraňování oleje, teplota se pravděpodobně reguluje na 60 °C (ohřev párou), doba se reguluje na přibližně 20 minut a poté se substrát omyje horkou vodou o teplotě 60 °C po dobu dvou minut. Pokud olej neodstraníte, pravděpodobně to ovlivní účinek procesu povrchové úpravy.
Poté se provede odrezování, obvykle se na desku použije odrezovací tekutina s kyselinou chlorovodíkovou a poté se opláchne čisticím prostředkem pokojové teploty po dobu 10 až 20 minut. Oplachujte další minutu studenou vodou.
Poté se deska fosfátuje fosfátovací kapalinou o teplotě 60 °C po dobu 10 minut a poté se léky s fosfátovací kapalinou pasivují při pokojové teplotě po dobu 1 ~ 2 minut. Celý proces předběžného zpracování je tak dokončen.
Čas zveřejnění: 12. června 2019